
固废滤饼滤渣(15T/d)焚烧工程设计技术方案
固废滤饼滤渣(15T/d)焚烧工程设计技术方案 承建单位:新乡市双诚环保设备有限公司
作者:王世朋 电话::0373-3808863 13523220393(微信同步) QQ:819513014
日 期:二〇一六年六月一日
1、工程概述
河南******有限公司拟建设一套危险废物焚烧设施,待焚烧废物为经过压滤机压滤的滤饼,该滤饼主要成分是庆大霉素发酵菌尸体。希望焚烧过程中在尾气达标的前提下,尽可能回收余热(以热水形式利用)。厂家所提供样品(存放时间较长,水分流失)的主要成分及热值如下:
1)、滤饼特征:块状、饼状;硬度较高;
2)、 热值:经过我方多批次试验,数据显示除去燃烧时候本身所消耗的热量,每燃烧1g样品滤饼能释放出约14038焦耳的热量(约3350卡);焚烧后残渣占比9-10%。
综上所述,该样品滤饼的燃烧热(kj/kg)估算为14*103kj/kg(约3350kcol/kg)。
鉴于该样品滤饼的特点,我们认为该废弃物很适合焚烧处理。
本焚烧处理系统的焚烧工艺和技术采用成熟的连续运行的循环流化床焚烧技术。该焚烧炉系统包括:前期预处理系统(粉碎)、输送系统(螺旋输送机)、焚烧炉本体(一次燃烧室)、二次焚烧室、夹套式旋风除尘器、空气换热器(G-G换热器)、余热干燥废料系统(备选)、尾气处理系统(喷淋急冷塔、喷淋吸收塔)、引风机、烟囱等;
2、设计条件
2.1 固废参数及设计处理能力
采用本公司设计的循环流化床型SCFSL-XH-750炉型;
2.1.1、待焚烧废物量:
根据厂家要求,焚烧处理量为15T/d(含水量80%左右);按照每天20h工作计,每小时焚烧量约合750kg;
经过计算,每小时设计焚烧750kg滤饼产生的烟道气体积约为1333m3(1、标准状况下;2、燃烧后烟道气含氧量6-10%);
2.1.2、热量估算:
2.1.2.1、一级焚烧:
已知:该样品滤饼的燃烧热(kj/kg)估算为14*103kj/kg;
则每小时750kg的焚烧量可产生热量即为Q供=0.32*107kj/h;
将1333m3/h的烟道气由20°C加热至800°C(一次燃烧室的正常工作温度)需要热量为:
Q需1=C*m*?t=1.2*106kj/h;
将750kg滤饼中的水分汽化需要热量为:Q需2=1.4*106kj/h
Q剩=Q供-Q需1-Q需2=150500kj/h(已考虑热损失);
由上述计算可知:除去焚烧时本身消耗的热量和加热空气需要的热量,每小时还剩余约150500kj的热量可供后续利用;考虑到热量损耗,一级焚烧热量够用。
2.1.2.2、二级焚烧:
将1333m3/h的烟道气由800°C加热至1100°C所需要热量为:Q需-Q剩=479615kj/h-150500kj/h=329115kj/h,热损失按照10%计,确定Q需=0.53*106kj/h.需要天然气10m3/h(此数据未考虑烘干塔因素,实际消耗要比此数据小);新增烟道气90m3/h(标准状况);此时烟道气共计6670m3/h
2.2 公用工程要求
|
序号 |
名称 |
条件 |
备注 |
|
1 |
天然气 |
热值8,300~8,600kcal/N m3;压力≥5kpa。 |
/ |
|
2 |
软化水 |
压力:0.2~0.3Mpa;温度:常温 流量:/ |
/ |
|
3 |
电源 |
电气:380V,50Hz;仪表:220V,50Hz; |
/ |
|
4 |
压缩空气 |
压力:6kg/cm2 ;流量:/ |
/ |
3、焚烧系统设计工艺要求及装置组成
3.1 设计执行规范
(1)《中华人民共和国环境保护法》(1989年)
(2)《中华人民共和国固体废物污染环境防治法》(2005年4月1日)
(3)《工业企业噪声控制设计规范》(GBJ87-1985)
(4)《建筑设计防火规范》(GB50016-2006-12实施)
(5)《建筑灭火器配置设计规范》( GB50140-2005)
(6)《建筑内部装修设计防火规范》(GB50222-2001)
(7)《采暖通风与空气调节设计规范》(GB50019-2003)
(8)《工业企业设计卫生标准》(GB2 1-2010)
(9)《建筑电气通用图集:防雷与接地》92DQ13
(10)《危险废物集中焚烧处置工程建设技术要求》(试行)
(11)《危险废物贮存污染控制标准》(GB18597-2001)
(12)《危险废物焚烧污染控制标准》(GB18484-2001)
(13)《危险废物安全填埋污染控制标准》(GB18598-2001)
(14)《危险废物鉴别标准》( GB5085.3-2007)
(15)《污水综合排放标准》(GB8978-1996)
(16)《大气污染物综合排放标准》(GB16927-1996)
(17)《城市区域环境噪声标准》(GB3096-1993)
(18)《工业企业厂界噪声标准》(GB12348-1990)
(19)《化工管道设计规范》
(20)《设备及管道绝热技术通则》GB/T 4272-2008
(21)《工业机械电气设备第一部分:通用技术条件》GB/T24341-2009
3.2 设计工艺要求
焚烧炉技术要求
|
焚烧量(kg/h) |
焚烧方式 |
烟气停留时间(s) |
燃烧效率(%) |
焚烧去除率(%) |
焚烧残渣的热灼减率(%) |
排气筒高度(m) |
|
750 |
二级焚烧 |
≥2 |
≥99.9 |
≥99.99 |
<5 |
≥35 |
污染控制要求
|
污染物 |
烟气黑度 |
烟尘 |
二氧化硫 |
氮氧化物 |
二噁英类 |
|
最高允许排放浓度限值 |
林格曼Ⅰ级 |
100 |
400 |
500 |
0.5TEQ/m3 |
3.2.1 整体工艺技术原则
(1)处理规模和处理工艺应充分考虑当地产业结构和企业实际情况,留有机动性和发展余地。
(2)选择的工艺方案应遵循危险废物处理处置无害化、资源化、减量化的原则,同时要考虑进入废物的类别、性质等特点。
(3)选择的工艺流程要借鉴国外危险废物处理处置原则技术方法,选择技术成熟、有运行经验、通用性好的处置工艺,经济合理的建设方案,即优先选择具有相对先进性、示范性的技术。
(4)考虑到危险废物种类多而每种危险废物的数量相对较少,因此,选定的工艺流程要考虑危险废物的复杂性和多变性,工艺选择应兼顾通用性、广普性,充分体现出整体设计的“柔性”和广泛的适应性。
(5)在设备选型上应选择性能稳定、结构合理适应性强的设备,达到国内先进水平。
(6)考虑到危险废物种类多,物理、化学性质差异较大,焚烧设备设计要充分考虑安全性。
3.2.2 工艺技术要求
1、焚烧系统应满足所要求运行工况下能完全焚烧废料,并将废料中的碳、氢、氧化物完全地转变为CO2、H2O等无害物质。
2、焚烧炉系统应能适应各种运行工况的要求,确保不同工况下系统的正常、安全、可靠地运行。
3、焚烧后的烟气净化后高空达标排放,飞灰和残渣按危险废物送危废中心或固化处理。
4、焚烧炉运行中保证系统处于负压状态,避免有害气体逸出。
5、点火采用多种控制方式,即可以现场手动点火,也可以操作控制盘点火。
6、为避免二次污染,焚烧应达到以下技术要求
二次室焚烧温度:≥1100℃以上(避免或减少二噁英产生)
烟气停留时间:≥2s
焚烧效率:≥99.9%
焚毁去除率;≥99.99%
7、燃烧炉能保证在任何条件下都能稳定安全燃烧。
8、焚烧系统应按照GB12348-90《工业企业厂界噪声标准》中的Ⅲ类标准和GBJ87-85《工业企业噪声 控制设计规范》,严格控制噪声。
9、焚烧系统设备材料具备耐高温、耐腐蚀性能,设计使用寿命15年。
10、 按规定做好防雷及静电接地。
3.2.3 自控技术要求
自动化控制是危险废物焚烧炉运行控制的重要手段,也是现代环保理念的基本要求。仪表自控系统的设置是危险废物处理工艺运行的必要条件,能保证危险废物处理设备生产的稳定和高效,减轻劳动强度,改善操作环境,实现危险废物处理设备的现代化生产管理。基于危险废物焚烧特性和环境保护的要求,危险废物处理设备自动化控制应有较高的水平。
仪表自动化控制系统由现场检测仪和自动燃烧控制系统构成。
3.2.4 本项目设计烟气排放指标
本方案以《危险废物焚烧污染控制标准》(标准号GB18484-2001)作为环保验收标准,有关数据低于国家标准。
3.3 工艺方案设计
3.3.1 烟气处理工艺的选择
湿法工艺:湿式反应塔最大的优点为酸去除效率高,对HF、HCl之去除效率可达95%以上,对氮氧化物、SO2亦可达90%以上,湿式反应塔比半干式反应塔对各种有机污染物(如PCDD、PCDF等)及重金属有较高之去除效率,同时湿式反应塔还具有除尘功能。本工艺的优点为烟气净化相对干净,药剂消耗量小,酸性气体去除率高。具体工艺介绍如下:
1、钠-钙双碱法【NaOH--Ca(OH)2】采用烧碱吸收SO2,石灰还原再生,再生后吸收剂循环使用,无废水排放。
烟气进入急冷塔。烟气与脱硫液接触,将脱硫液雾化成直径0.1-1.0mm的液滴,形成良好的雾化吸收区。烟气与脱硫液中的碱性脱硫剂在雾化区内充分接触反应,完成烟气的脱硫吸收和进一步除尘。经脱硫后的烟气向上通过塔侧的出风口进入气液分离器经风机通过烟囱排放。
脱硫液采用外循环吸收方式。吸收了SO2的脱硫液流入再生池,与新来的石灰水进行再生反应,反应后的浆液流入沉淀再生池沉淀,当一个沉淀再生池沉淀物集满时,浆液切换流入到另一个沉淀再生池,然后由人工清理这个再生池沉淀的沉渣,废渣晾干后外运处理。循环池内经再生和沉淀后的上清液体由循环泵打入脱硫塔循环使用。
2、化学反应原理
基本化学原理可分为脱硫过程和再生过程两部分。
脱硫部分:
2NaOH+SO2=Na2SO3+H2O (1)
Na2SO3+SO2+H2O=2NaHSO3 (2)
以上二式视吸收液酸碱度不同而异,碱性较高时(PH>9)以(1)式为主要反应;碱性到中性甚至酸性时(5<PH<9),则按(2)式反应。
用消石灰再生
Ca(OH)2 +Na2SO3=2NaOH+CaSO3
Ca(OH)2 +2NaHSO3=Na2SO3+CaSO3?H2O+H2O
在石灰浆液(石灰达到达饱和状况)中,NaHSO3很快与Ca(OH)2 反应从而释放出[Na+],[SO32-]与[Ca2+]反应,反应生成的CaSO3以半水化合物形式沉淀下来从而使[Na+]得到再生。该反应过程实际上消耗的是石灰,理论上不消耗烧碱(只是清渣时会带也一些,因而有少量损耗)
再生的NaOH和Na2SO3等脱硫剂循环使用。
2、事实上,该脱硫剂对其它酸性气体同样有较好的脱除效果,只不过是只消耗烧碱而已(反应方程式如下)。所以,我们选用该工艺来作为废气处理的优选方案。
2NaOH + 3NO2= 2NaNO3 + NO + H2O (主反应)
2NaOH + NO2 + NO = 2NaNO2 + H2O (副反应)
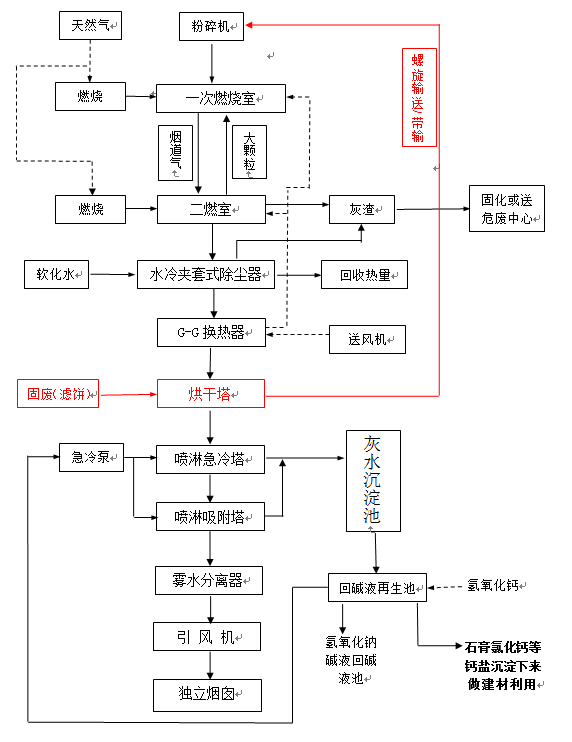
3.3.2 焚烧炉系统工艺流程
固废先经过前期预干燥,后经螺旋输送机输送至焚烧炉本体(一次燃烧室)进行焚烧;燃烧产生的烟气及未完全燃尽的颗粒物则进入二次燃烧室进行高温焚烧;二燃室带有旋风积尘作用,烟气中较大的颗粒被沉积下来送至一次燃烧室继续焚烧,较小颗粒的烟尘从底部排出,二次燃烧室出来的烟道气进入夹套式除尘器进行余热的回收和利用(选用带有夹套的除尘器,在对热量回收利用的同时也能较好的除去烟道气的较大颗粒灰尘);之后烟气依次进入空气换热器和尾气处理系统进行降温、脱酸、脱硝;经过处理安全达标的烟气经过引风机由烟囱排放至大气,杜绝二次污染现象的产生。
固体废物焚烧过程各工序的流程简述如下:
3.3.2.1、焚烧系统(循环流化床)
1)焚烧炉本体(一次燃烧室)
滤饼通过预干燥后被螺旋输送进入一次燃烧室,废料在一次燃烧室内被加热和燃烧(正常工作温度700-800°C),燃烧方式为沸腾燃烧,耐高温炉料在沸腾状态时将被焚烧物料沸腾搅动,已经充分燃烧的小颗粒残渣随着烟道气进入二次燃烧室,之后排出。偶尔进入二次燃烧室的未完全燃尽的大颗粒物则重新回到一次燃烧室继续焚烧。
考虑到工厂废物的复杂性、成分多变性及其热值的不稳定性,为确保焚烧系统的安全稳定运行,设计在焚烧炉本体布置了辅助燃烧器,辅助燃烧器具有FSSS火焰监测和保护功能,当炉膛温度低于设定值时,燃烧器自动开启,当炉膛温度高于设定值时燃烧器自动切换。燃烧器的喷气量和助燃风量由燃烧器带来的比例阀自动控制和调节。
燃烧系统的启动采用天然气做辅助燃料,焚烧炉的耗天然气耗量主要取决于焚烧炉的启动次数、废物成份、热值和水份。
2)二次燃烧室
从焚烧炉本体(一次燃烧室)出来的烟气进入二燃室再次高温燃烧,同时通过助燃燃料,使燃烧温度≥1100℃,烟道气在二燃室的停留时间2秒以上,确保进入焚烧系统的危险废物充分彻底的燃烧。经二燃室充分燃烧的高温烟气送入余热锅炉;
二次燃烧室布置了辅助燃烧器。二燃室的烟气温度是通过二次风(由鼓风机提供)和助燃燃料来调节的。
为保障系统应急事故发生时系统的安全,在二次燃烧室顶部设置了紧急防爆门。当烟气处理系统的引风机出现故障、二燃室压力超过限值时,顶部的紧急防爆门将自动打开卸压。
3)夹套式除尘器
为了充分利用热能,二次燃烧室的出来的烟道气进入夹套式除尘器与来自外界的软化水进行热量的交换、利用;
3.3.2.2、烟气处理系统
夹套式除尘器出来的高温烟气温度降低到600℃左右,同时去除了烟气中的大颗粒灰尘,减少烟气对后续设备的影响。
烟气随后进入G-G换热器与补氧空气进行换热,将空气温度加热到200℃以上,可以减少一次燃烧室和二次燃烧室燃料的消耗,同时烟气温度降低到500℃左右。
烟气接着进入急冷吸收塔。急冷塔所需碱水由碱液制备系统经2台碱液泵提供, 给水经塔内的双流体雾化喷头将水雾化成小于30靘,直接与烟气进行传质传热交换,利用烟气的热量使喷淋的水分蒸发,从而使烟气在塔内迅速降温至200℃以下,烟气在G-G换热器、急冷塔内的急冷时间为1秒钟。
3.3、循环流化床炉型焚烧工艺流程简图
3.4 装置组成
为满足上述工艺要求焚烧炉由以下设备和系统组成
1、本方案的焚烧及尾气处理装置由下列主要设备及辅助设备组成:
焚烧炉本体(一次燃烧室)、二次燃烧室、水冷夹套式除尘器、G-G换热器、烘干塔(备选)、急冷喷淋塔、吸收塔、雾水分离系统、引风机、烟囱等组成。
2、焚烧炉附属系统组成:
点火助燃系统: 一次燃烧器、二次辅助燃烧器
送风系统:一次风系统(燃烧空气供给)、二次风系统
急冷吸收系统:含急冷泵、急冷管路、雾化喷头
其他系统:凉水塔、沉淀池、循环泵、仪表风系统、热工控制及仪表、电气系统。
4、主要设备说明
4.1 焚烧炉本体(一次燃烧室)
助燃空气与燃料在焚烧炉本体(一次燃烧室)炉膛内经过复杂的物理化学反应,使固废中的有机物质彻底分解销毁。炉体的结构形式及尺寸决定了焚烧炉的处理量和有害物质的分解去除率。
废固焚烧炉的主体是立式炉体,内衬高温耐火材料,中间是轻质隔热材料,最外层以钢板为保护层,炉体外壁温度不超过80℃。
焚烧炉出口处设有热电偶,及时反映炉内温度,便于及时调节燃料量。在炉体上部设有防爆口,以防止炉膛内烟气爆燃对炉体的损坏。
4.1.1 焚烧炉功能及优点
我公司开发的循环流化床焚烧炉,特别适合固态、半固态、粘稠物料的焚烧。固态废料以不同的粒度进入流化床焚烧炉,和流化床底的灼热耐火粒料沸腾燃烧,燃透的小颗粒的粉尘随着烟气进入二级焚烧炉,未燃透的继续燃烧。这样就保证了进入炉膛的废料燃烧充分。
控制系统则通过调节辅助燃料量和燃烧空气的供给来确保废弃物的完全燃烧和维持炉内的燃烧温度,并按焚烧烟气在炉膛内的滞留时间、容积热负荷来确定炉膛容积,以保证固废中的有机物在炉内达到完全燃烧分解。
4.1.2 焚烧炉本体(一次燃烧室)设计工况及技术参数
设计处理量:750kg/h
点火方式:燃烧器自动点火
炉体型式:立式、圆筒型、内衬耐火砖、浇注材料、保温材料。
炉内压力:微负压燃烧
燃烧室温度:750-800℃
4.1.3 焚烧炉本体(一次燃烧室)设计计算参数
|
序号 |
项 目 |
单 位 |
数 值 |
|
1 |
固废处理量 |
kg/h |
750 |
|
2 |
燃烧室设计温度 |
℃ |
800 |
|
3 |
热损失 |
% |
4 |
|
4 |
燃料量 |
m3/h |
只在点火时候消耗部分燃料 |
|
5 |
送风预热温度 |
℃ |
≥200 |
|
6 |
烟气量(800℃) |
m3/h |
5053 |
4.2二次燃烧室
4.2.1 二次燃烧室概述
采用圆筒锥底型,耐火材料整体浇注成型结构,烟道气切向进入二次燃烧室,有效保证烟气的滞留时间及大颗粒粉尘在二燃室内沉降,燃烧效率≥99.9%,焚毁去除率≥99.99%。二燃室设有紧急排放口,以确保系统具备防爆功能。
4.2.2 二次燃烧室设计计算参数
|
序号 |
项 目 |
单 位 |
数 值 |
|
1 |
燃料空气过剩系数 |
|
1.2 |
|
2 |
二燃室热损失 |
% |
3 |
|
3 |
燃烧室温度 |
℃ |
1100 |
|
4 |
辅助燃料消耗量 |
m3/h |
10 |
|
5 |
烟气停留时间 |
s |
≥2 |
|
6 |
烟气量(1100℃) |
m3/h |
8000 |
4.3、水冷夹套式除尘器
4.3.1水冷夹套式除尘器特点和性能
采用带有收尘作用的水冷夹套式除尘器,除去颗粒较大的粉尘,效果良好。经过高温焚烧后的烟气进入带有夹套的除尘器,在回收利用热能的同时进行除尘处理。经过除尘处理后的烟气,10um以上颗粒浮尘得以最初的拦截处理。烟气温度降低到600℃左右。
4.3.2 水冷夹套式除尘器设计技术参数
|
序号 |
项 目 |
单 位 |
数 值 |
|
1 |
进口烟气温度 |
℃ |
1100 |
|
2 |
出口烟气温度 |
℃ |
600 |
|
3 |
进口烟气量(1100℃) |
m3/h |
8000 |
|
4 |
漏风量系数 |
|
1.01 |
|
5 |
出口烟气量(600℃) |
m3/h |
5100 |
|
6 |
进口水温 |
℃ |
20 |
|
7 |
出口水温 |
℃ |
75 |
|
8 |
循环水量 |
kg/h |
400 |
4.4 G-G换热器
4.4.1 G-G换热器概述
助燃空气在进入固体焚烧炉助燃前,首先进入G-G换热器与来自带有夹套的旋风除尘器的烟气进行换热,一方面提高空气的入炉温度,从而减少燃料的消耗量;另一方面继续降低出口烟气的温度。
G-G换热器采用列板换热器,换热系数远大于传统换热器。
4.4.2 G-G换热器设计计算参数
|
序号 |
名 称 |
单 位 |
数 值 |
|
1 |
进口烟气量(600℃) |
m3/h |
5100 |
|
2 |
漏风系数 |
|
1.01 |
|
3 |
出口烟气量(500℃) |
m3/h |
4600 |
|
4 |
进口烟气温度 |
℃ |
600 |
|
5 |
出口烟气温度 |
℃ |
500 |
|
6 |
进口空气量 |
Nm3/h |
1200 |
|
7 |
进口空气温度 |
℃ |
20 |
|
8 |
出口空气温度 |
℃ |
≥100 |
|
9 |
传热系数 |
W/(m2·℃) |
40 |
4.5 喷淋急冷\吸附塔
4.5.1、 吸收塔设计工况的技术参数
型式:立式圆筒型、内衬耐酸碱耐火材料
进口烟气量:4600m3/h;
烟气进口温度:500℃
出口烟气温度:75℃
烟气滞留时间:急冷1s、中和反应5s
4.5.2 烟气急冷时间和停留时间的控制
根据出口烟气温度通过自动控制变频调节碱液泵,来调整喷入的碱液量,使得碱液量和烟气量成一定的比例关系,从而确保烟气急冷时间控制在1s之内;同时通过调节碱水量,保证出口烟气温度维持在75℃左右。
4.5.3 吸收装置设计技术参数
|
序号 |
项 目 |
单 位 |
数 值 |
|
1 |
进口烟气温度 |
℃ |
500 |
|
2 |
出口烟气温度 |
℃ |
75 |
|
3 |
进口烟气量(500℃) |
m3/h |
4600 |
|
4 |
风量增加系数 |
|
1.01 |
|
5 |
出口烟气量(75℃) |
Nm3/h |
2080 |
|
6 |
进口水温 |
℃ |
35 |
|
7 |
消耗循环水量 |
Kg/h |
5000 |
|
8 |
烟气急冷塔停留时间 |
s |
≤1 |
|
10 |
急冷塔体积 |
m3 |
4 |
|
11 |
烟气吸收塔停留时间 |
s |
≥5 |
4.6烟囱
4.6.1 烟囱设置
1)烟囱结构
烟囱的设计根据《危险废物焚烧污染控制标准》(GB18484-2001)严格执行。
烟囱采用钢制烟囱,内壁涂防腐材料,外壁施工防腐涂料,确保烟囱的使用寿命,符合整套设备使用工况。
2)烟囱附属设备
按《固体污染源排气中颗粒物测定与气态污染物采样方法》(GB/T16157-1996)的要求,设置永久采样孔,并安装用于采样和测量的设施。烟囱顶部设置避雷针,与地面避雷装置相连,接地电阻小于4佟£
4.6.2 烟囱设计技术参数
|
序号 |
名 称 |
单 位 |
数 据 |
|
1 |
烟囱高度(需方负责) |
m |
35 |
|
2 |
漏风系数 |
|
1.1 |
|
3 |
排放烟气量(75℃) |
m3/h |
2300 |
|
4 |
进口烟气流速 |
m/s |
2 |
|
5 |
出口烟气温度 |
℃ |
75 |
|
6 |
烟囱出口直径 |
mm |
∮450 |
5、焚烧炉平面布置图
本焚烧炉系统根据客户的场地进行平面布置。
6、电控制系统
6.1电控制系统的功能和特点
电控制系统的设计遵循“安全可靠、优质经济、实用、维护简便”。
电控制系统包括焚烧设备运行控制系统(包括进料控制系统、焚烧状态自动控制、烟气冷却系统控制、烟气净化控制、辅助控制系统和紧急排放控制)、报警系统、应急安全防爆系统以及辅助工程控制系统等。
控制系统满足以下要求:
1、系统中使用的传感器、数模转换装置、调节阀等执行元件,变频电机的选用均为成熟、可靠的经典品牌产品。
2、控制系统的适用性强,可靠性好。
3、本系统具有对温度能够实现全自动化控制。
6.2报警系统
系统具有以下报警装置:
※ 系统各温度测点显示及报警装置
※ 断水或低水位报警装置
※ 残烧定时装置
※ 过负荷保护装置(电气)
※ 欠压、过压、接地防雷保护装置
※ 超温报警
7、耐火材料
固废焚烧系统中,焚烧炉本体(一次燃烧室)、二燃室以及高温管道等处都使用不同要求的耐火材料,很多部位的耐火材料还起到隔热和防腐的作用。
7.1 焚烧炉工况及对衬里耐火材料的要求
1、工况条件:
焚烧炉本体(一次燃烧室)正常使用温度800℃,二燃室正常使用温度1100℃左右。
2、对耐材的具体要求:
对于焚烧炉本体(一次燃烧室),应考虑烟气的冲刷和腐蚀,所选耐火材料要求有较好的高温性能,较高的高温强度和较好的抗腐蚀性能;
对于二燃室,使用温度较高,考虑高温烟气的冲刷和腐蚀,所选耐火材料要求有较好的高温性能,较高的高温强度和较好的抗腐蚀性能;
吸收塔承担冷却高温烟气的任务,采用花岗岩材料内衬有较好的热震稳定性、高温体积稳定性及良好的抗酸碱腐蚀性。
7.2 耐火材料设计的特点
1、具有抵抗高温而不被熔化,耐火材料的耐火度不低于1710℃
2、能够承受炉子载荷的热应力的作用而不会丧失结构强度、不软化变形、不断裂坍塌;
3、在高温下体积稳定,不致因膨胀和收缩使砌体变形出现裂纹;
4、当温度急变受热不均匀时不开裂破坏,具有良好的热稳定性;
5、对于液态、气态及固态物质的化学侵蚀具有一定的抗侵蚀能力;
6、具有一定的高温强度和抗磨性能,承受烟尘、炉渣的冲刷及金属的撞击和长期摩擦;
7、耐火浇注料性能符合GB3712-83的相关规定,而且耐火度不低于1710℃、烧后线性变化小、耐压强度和抗折强度高的低水泥耐火浇注料、磷酸盐耐火浇注料、高铝水泥浇注料,能达到焚烧工艺要求及延长使用寿命。
免责声明:矿库网文章内容来源于网络,为了传递信息,我们转载部分内容,尊重原作者的版权。所有转载文章仅用于学习和交流之目的,并非商业用途。如有侵权,请及时联系我们删除。感谢您的理解与支持。


